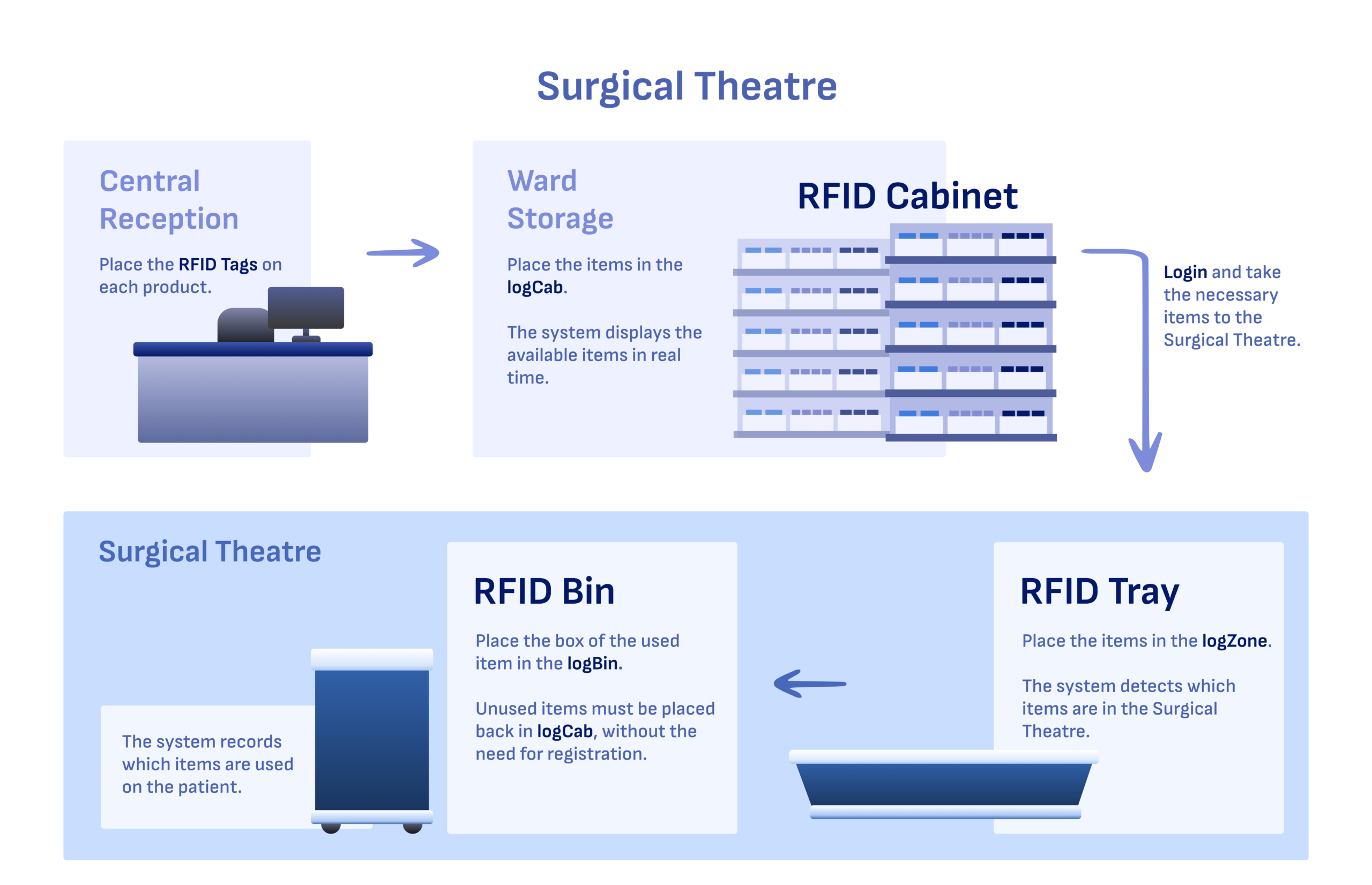
After receipt, the products are stored in logCab smart cabinets. These devices inventory stock in real time and ensure secure access to items. At any moment, it is possible to identify who stored or removed products, which items were involved, as well as the date, time, and location of each occurrence.
This data makes it possible to assess the efficiency of product distribution circuits, ensuring greater transparency and optimization of logistics processes.
- Storage in logCab RFID cabinets Smart cabinets equipped with RFID antennas inventory stock in real time.
- Electronic access control Security and traceability ensured through user authentication and logging.
- Automatic removal detection Removed items are immediately identified by RFID antennas.
- Event monitoring Records of who stored or removed items, the products involved, date, and time.
- Logistics efficiency Data enables evaluation and optimization of distribution circuits.
Simple logCab |
| Height | 1830 mm |
| Width | 710 mm |
| Depth | 480 mm |
Double logCab |
| Height | 1830 mm |
| Width | 1410 mm |
| Depth | 480 mm |